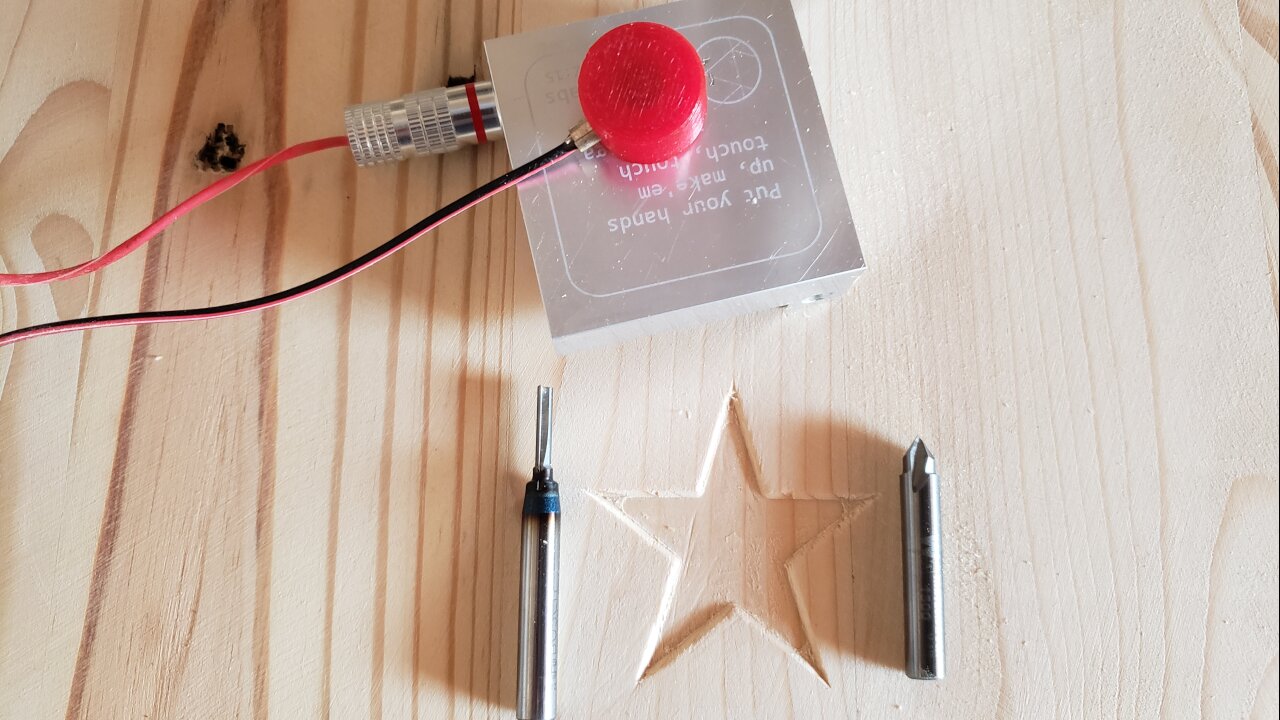
CNC Touch Plate Z Zero after Tool Change with GSender and LongMill
In moving more of my work to my LongMill CNC, I was having to work around tool paths for tool changes until I delved into the macro world for GSender. In version 1.0.5 there's a "Tool Change" setting where you can specify what to do when GSender hits an "M6" tool change command - but Carbide Create doesn't use "M6", it uses "M0".
While I thought this was going to be a downside, I explain in the video a) how to route tool changes through the "Tool Change" code in GSender and b) how leaving it as-is is actually my preferred way to go.
This video was a long time coming as it originally started with an actual project - and ended up being way too long. I pared it down to a simple star using 2 bits and the result more clearly illustrates the ease of re-zeroing Z off the touch plate after a tool change.
-
 LIVE
LIVE
G2G Gaming Channel
7 hours agoGive me my Helmet, Im going in!! #RumbleGaming
1,767 watching -
 4:45:11
4:45:11
MoFio23!
6 hours agoNintendo Switch It UP Saturdays with The Fellas: LIVE - Episode #3
23.6K4 -
 LIVE
LIVE
SquallRush
4 hours agoMarvel Rivals Collab
274 watching -
 8:36:24
8:36:24
stephengaming94
6 days agofar cry 5 live stream part 3
12.5K1 -
 2:03:28
2:03:28
Barry Cunningham
16 hours agoTRUMP DAILY BRIEFING: 2 DAYS TO GO - ARE YOU READY FOR HISTORY TO BE MADE?
46.1K76 -
 13:41
13:41
Tundra Tactical
8 hours ago $6.83 earnedGOA VP Erich Pratt Tells ATF "COMPLY NOW"
68.5K6 -
 21:06
21:06
BlackDiamondGunsandGear
9 hours agoPSA Dagger Micro Self-Destructs During Shooting! What Happened…
43.3K8 -
 6:27:09
6:27:09
Right Side Broadcasting Network
5 days agoLIVE REPLAY: RSBN Pre-Inauguration Coverage: Day Three in Washington D.C. - 1/18/25
277K58 -
 25:09
25:09
MYLUNCHBREAK CHANNEL PAGE
15 hours agoOff Limits to the Public - Pt 2
70.4K47 -
 1:36:11
1:36:11
Tucker Carlson
1 day agoSean Davis: Trump Shooting Update, & the Real Reason Congress Refuses to Investigate
354K413